愛品網(wǎng) IPNO.CN
b2b免費推廣平臺
掃掃有驚喜

|
公司基本資料信息
|
|||||||||||||||||||
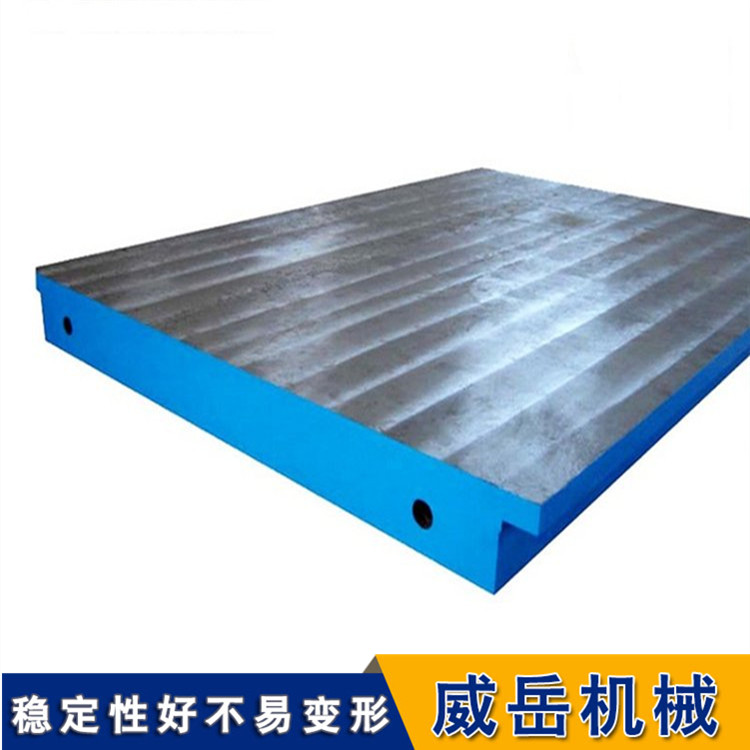
不可或缺的機床工作臺行業(yè)前途無可限量
機床工作臺也稱試驗平板,機床工作臺:工作面上可以有孔或T型槽,用來固定工件,和清理加工時產(chǎn)生的鐵屑或放以固定銷.機床工作臺也可以設(shè)計成平面.試驗平臺材質(zhì):鑄鐵HT200-300工作臺一般硬度為HB170-240,加工成品之前經(jīng)過兩次人工退火處理,去除工作臺內(nèi)應(yīng)內(nèi).根據(jù)需方的要求在機床工作臺工作面上加工T型槽,、圓孔、長孔等.并預(yù)留地腳螺栓孔.
在常見的機床工作臺材質(zhì),以機床工作臺的鑄造性能.它流動性良風可澆注形狀復(fù)雜的細小,、薄壁鑄件(鑄件的壁厚為5-6mm),同時因其收縮小,除大型鑄件外,很少設(shè)置冒口,只設(shè)排氣口即可.且一般可用濕型澆注,故使用灰鑄鐵平臺鑄造時設(shè)備簡單操作方低生產(chǎn)串高成本低廉.
在機械加工過程小,首先將機床工作臺定位于加上機臺上,然后用夾具將其固定,再用刀對機床工作臺需要處職的部位進行加工,待加工完成后,將夾具放松.取出鑄件,進行潔凈處理.至此,機械加工完成.
機床工作臺毛邊研磨的道工序是將機械加工完成的鑄件進行桔沖,使其逐漸能夠達到機床工作臺設(shè)計的尺寸,然后進行手工打磨,振動研磨,使鑄件表面的粗糙度進一步降低,為后續(xù)的化學(xué)鈍化作準備.一道工序就是將研磨完的鑄件進行烘干,以防止在庫存的過程中發(fā)生氧化.
機床工作臺(在生產(chǎn)過程中,會出現(xiàn)重量的偏差.往往機床工作臺的設(shè)計考慮到鑄造誤差和機械加工的誤差,鑄鐵平臺的重量誤差一般不得超過10超過10時,要對鑄鐵平臺的質(zhì)量做進一步的鑒定才可以確定此鑄件是否可以投入使用.
機床工作臺采用了人工刮研的工序.雖然人工刮研比較落后,但是對于機床工作臺來說,在精度要求比較高的情況下,是任何機械加工都不可以取代的一種加工工藝.為了提高平臺的使用壽命,其工作精度,建議對刮研控制在以上,這樣可有較長的使用壽命和檢定周期.外觀上出現(xiàn)震紋,產(chǎn)品表面粗糙程度加大,影響精度,更影響美觀.而有了刮研這道工序后,就很少出現(xiàn)以上問題.防范工作表面有小范圍的局部畸變,來機床工作臺的使用精度.檢查作表面的微觀質(zhì)量即微小峰谷的平面度,表面微觀質(zhì)量,才能機床工作臺的使用壽命.
機床工作臺采用HT200材質(zhì)鑄造而成,后期經(jīng)過機床加工加工出外形,然后通過人工刮研的方式達到所需要的精度.在出廠前需要對機床工作臺的精度進行檢驗才能確定它是否合格,檢驗鑄鐵平臺精度的方法有很多,一般廠家出廠前都是通過電子水平儀檢測的.電子水平儀的價較高,一般在一萬五左右,建議用戶可采用合像水平儀,、鉗工水平儀或鑄鐵平尺對鑄鐵平臺的精度進行檢測.有些用戶廠內(nèi)有三坐標,想用三坐標來檢測機床工作臺,這種方法是不可取的.三坐標的基礎(chǔ)平臺是一個精度特別高的機床工作臺,它上面的頭設(shè)置已經(jīng)和平面特別平行,而機床工作臺的底部是沒有加工的,這樣會加大它的測量誤差,再有就是機床工作臺的工作面是人工鏟刮的,上面會有刮研時候留下的刀花,這也會增加它的測量誤差.
聯(lián)系人威岳機械謝女士
網(wǎng)站首頁 | 付款方式 | 關(guān)于我們 | 信息刪除 | 聯(lián)系方式 | 服務(wù)條款 | 版權(quán)隱私 | 網(wǎng)站地圖 | 專題 | 排名推廣 | 廣告服務(wù) | 積分換禮 | 網(wǎng)站留言 | RSS訂閱 | 鄂ICP備14015623號-2
愛品網(wǎng)是一個開放的平臺,,信息全部為用戶自行注冊發(fā)布!并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,,需用戶自行承擔信息的真實性,,圖片及其他資源的版權(quán)責任! 本站不承擔此類作品侵權(quán)行為的直接責任及連帶責任。
如若本網(wǎng)有任何內(nèi)容侵犯您的權(quán)益,,請聯(lián)系: [email protected]
?2012-2021愛品網(wǎng) 免費信息發(fā)布平臺,,免費推廣平臺,免費B2B網(wǎng)站愛品網(wǎng) m.10dcg.com